|
neutrino DINGHY |
|
|||||||||
|
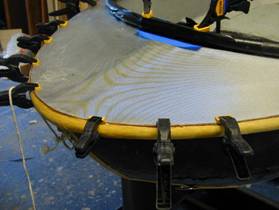
All the hardware is stainless. The protective/sacrificial Kevlar is attached
wherever one can expect impact and scratching. The carbon/Kevlar surface is
lightly sanded and faired.
|
|
|||||||||
k |
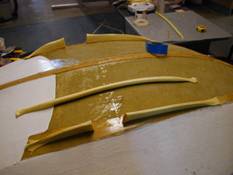
The floatation is poured right into the hull, contained by a half
bulkhead which is also serving the transverse stiffness and reception of the
fore-aft thwart. The floatation compartment is closed with 3 layers of
carbon/texilium. The foredeck is fabricated by stretching rip-stop nylon directly
from the railing to the arch, and molding directly onto the fabric. The
fabric was later removed. |
|||||||||
|
|
Far left is a fabricated detail from the thwart support. The heel-wheel, and also the final layer of carbon prior to
cutting out the bottom portholes. All details work is immediately covered with nylon to assure
smooth and saturated surface fibers. This whole phase took time as design/re-design and
fabrication/re-fabrication went hand-in-hand. |
|||||||||
|
|
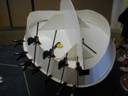
Make shift jig were in frequent use. This is really the fun part, because details evolve as they are
addressed. Notice the integration of the oar-locks. The foredeck is cut to fit (diamond cutting disk on the Dremel) and glued down with epoxy putty. The WEST system
was the epoxy of choice. Slow, hard, surface…. hardeners... they were all
used. |
|||||||||
|
|
|
|||||||||
|
The gel coat (polyester) was applied as the final surface,
then the skids/handles on the bottom. Cores are fabricated prior to
applying the Kevlar. No gel on the surface where impact and wear/tear is
expected. |
The boat was tested prior to cutting the portholes. It takes courage, and as you know, it hurts to make big holes in
a hull ;)
|









|
|
|
|
|
|




Jan-Henrik Andersen 2005